SHERMAN TIG 210 AC/DC
Marka: SHERMAN | Metody spawania: TIG AC/DC, MMA | Zasilanie: 230V | Prąd spawania: 200A | Sprawność: 60%
Spawarka TIG 210 AC/DC pulse jest urządzeniem inwertorowym wykonanym w technologii IGBT. Służy do spawania ręcznego prądem stałym oraz przemiennym metodą TIG oraz prądem stałym elektrodą otuloną (metoda MMA).
W szerokim zakresie znajduje zastosowanie zarówno przy pracach produkcyjnych, jak i usługowych. Przeznaczone jest do pracy w pomieszczeniach zamkniętych i zadaszonych.
Spawarka umożliwia pełną regulację i sterowanie wszystkimi parametrami spawalniczymi charakterystyki łuku oraz pulsu.
Posiada zajarzanie HF, funkcję 2T/4T i wyświetlacz wskazujący prąd spawania. Urządzenie charakteryzuje się doskonałymi właściwościami spawalniczymi, polecane jest szczególnie dla profesjonalistów.
W komplecie znajduje się uchwyt do spawania metodą TIG chłodzony gazem oraz przewód masowy z zaciskiem kleszczowym.
FUNKCJE ORAZ ZALETY URZĄDZENIA
- HF - spawanie elektrodą wolframową w osłonie gazów ochronnych z łukiem pilotującym (bezdotykowy)
- Tryb pracy 2T/4T - w trybie dwutaktu wciśnięcie przełącznika w rękojeści uchwytu spowoduje włączenie jonizatora i zajarzenie łuku. Spawanie prowadzone jest z wciśniętym przełącznikiem. Zwolnienie przełącznika spowoduje zakończenie spawania. W trybie czterotaktu wciśnięcie przełącznika w rękojeści uchwytu spowoduje włączenie jonizatora i zajarzenie łuku wtedy należy zwolnić przełącznik i prowadzić spawanie ze zwolnionym przełącznikiem. Ponowne wciśnięcie przełącznika spowoduje zakończenie spawania.
- Technologia IGBT - podstawą budowy układu przetwarzania energii elektrycznej spawarki są układy elektroniczne wykonane wtechnologii IGBT umożliwiające pracę w zakresie częstotliwości powyżej 200 kHz
- Prąd początkowy - prąd pojawiający się w obwodzie po wciśnięciu przycisku w rękojeści uchwytu. Im wyższy prąd początkowy, tym łatwiej zajarzyć łuk. Jednak podczas spawania cienkich blach zbyt wysoka wartość prądu początkowego może prowadzić do upalania blachy. W niektórych trybach spawania prąd nie rośnie w celu podgrzania spawanego elementu.
- Prąd krateru - prąd stosowany w niektórych trybach spawania, kiedy łuk nie jest wygaszany od razu po fazie opadania prądu spawania. Pozwala na wypełnienie krateru a końcu spoiny.
- Prąd podstawy – prąd odpowiedzialny za podtrzymanie procesu spawania, dolna wartość impulsu prądu. Ułatwia kontrolę ilości ciepła wprowadzanego do materiału.
- Częstotliwość pulsu – częstotliwość, z jaką zmienia się wartość impulsu prądu pomiędzy prądem spawania a prądem podstawy.
- Szerokość pulsu – czas trwania impulsu, pozwala na regulację głębokości wtopienia. Wzrost szerokości zwiększa głębokość wtopienia, zmniejszenie ogranicza ilość ciepła wprowadzanego do materiału, zmniejszając ryzyko przepalenia cieńszych blach lub mniejszych elementów.
- Czas przedwypływu gazu - czas od wciśnięcia przycisku w rękojeści uchwytu do momentu zajarzenia łuku. Zwykle powinien być dłuższy niż 0,5 s aby dostarczyć gaz osłonowy do wylotu dyszy palnika. w celu osłonięcia miejsca rozpoczęcia spawania oraz elektrody wolframowej . W przypadku dłuższego przewodu doprowadzającego gaz z butli czas przedwypływu powinien być dłuższy.
- Czas powypływu gazu - czas od wygaszenia łuku do zamknięcia zaworu gazowego. w celu osłonięcia krzepnącego jeziorka spawalniczego przed powietrzem oraz w celu studzenia elektrody wolframowej. Zbyt krótki czas powypływu może skutkować utlenianiem spoiny. Podczas spawania w trybie TIG AC (prądem przemiennym) czas ten powinien być dłuższy.
- Czas narastania prądu - czas narastania prądu spawania od prądu początkowego do ustawionej wartości prądu spawania.
- Czas opadania prądu - czas opadania prądu spawania od wartości ustawionej do zera lub wartości prądu krateru.
- Częstotliwość prądu AC – funkcja przydatna przy spawaniu aluminium. Im większa częstotliwość tym lepsza jakość spoiny, lepsze skupienie łuku
- Balans prądu AC – Stosunek czasu trwania fazy dodatniej prądu do ujemnej. Zmniejszenie balansu powoduje wprowadzanie większej ilości ciepła w materiał, uzyskując węższą spoinę i głębsze wtopienie, a jednocześnie zmniejsza obciążenie cieplne elektrody wolframowej. Zwiększenie balansu powoduje wprowadzenie mniejszej ilości ciepła w materiał, uzyskując lepsze czyszczenie, szeroką spoinę i płytsze wtopienie jednak znacząco obciąża elektrodę wolframową.
- MMA - możliwość spawania elektrodą otuloną
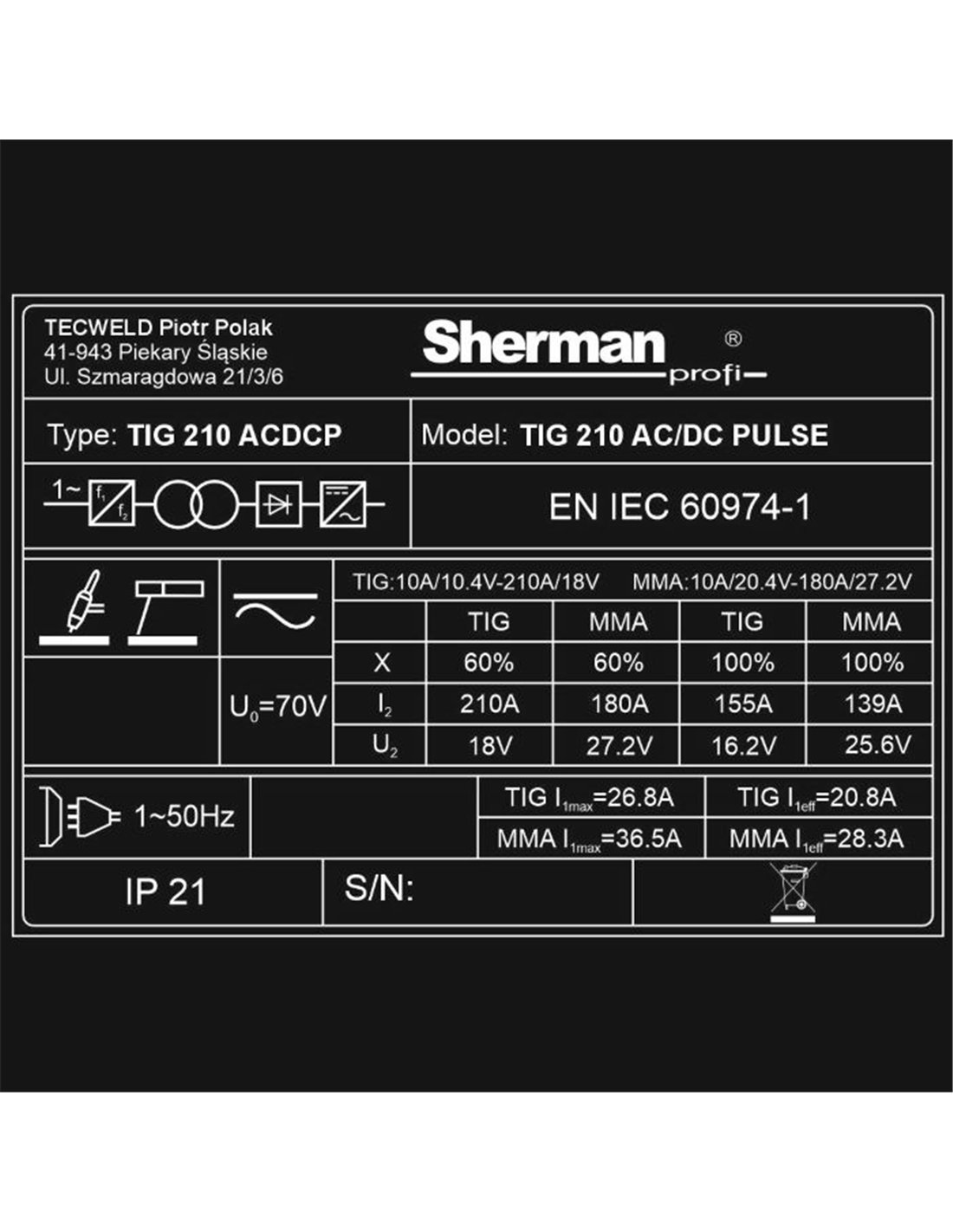
PARAMETRY TECHNICZNE
- Napięcie zasilania AC 230V ±10% 50Hz
- Maksymalny pobór mocy 4,6 kVA
- Znamionowy prąd spawania / cykl pracy MMA: 180 A / 60%; TIG 200 A / 60%
- Znamionowe napięcie w stanie bez obciążenia 70 V
- Maksymalny pobór prądu 36,5 A
- Zabezpieczenie sieci 25 A
- Masa (bez osprzętu) 15 kg
- Wymiary 510 x 235 x 510 mm
- Stopień ochrony IP21
ZAKRESY REGULACJI PARAMETRÓW
- Przedwypływ gazu 0,1 – 1 s
- Powypływ gazu 0 – 15 s
- Narastanie prądu 0 – 10 s
- Opadanie prądu 0 – 25 s
- Prąd początkowy 10 – 200 A
- Prąd spawania: TIG: 10 - 200 A MMA: 10 - 180 A
- Prąd podstawy 5 – 95 % prądu spawania
- Prąd krateru 10 – 200 A
- Częstotliwość pulsu 0,5 – 5 Hz & 10 – 200 Hz
- Szerokość pulsu 10 - 90 %
- Częstotliwość AC 40 – 200 Hz
- Balans AC 10 – 90 %
UCHWYT TIG
- Typ uchwytu T-26
- Maksymalna obciążalność prądowa 200 A
- Chłodzenie gazem
- Przepływ gazu 10-20 l/min
- Zajarzanie łuku Bezstykowe (HF)
- Długość 4 m











































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}